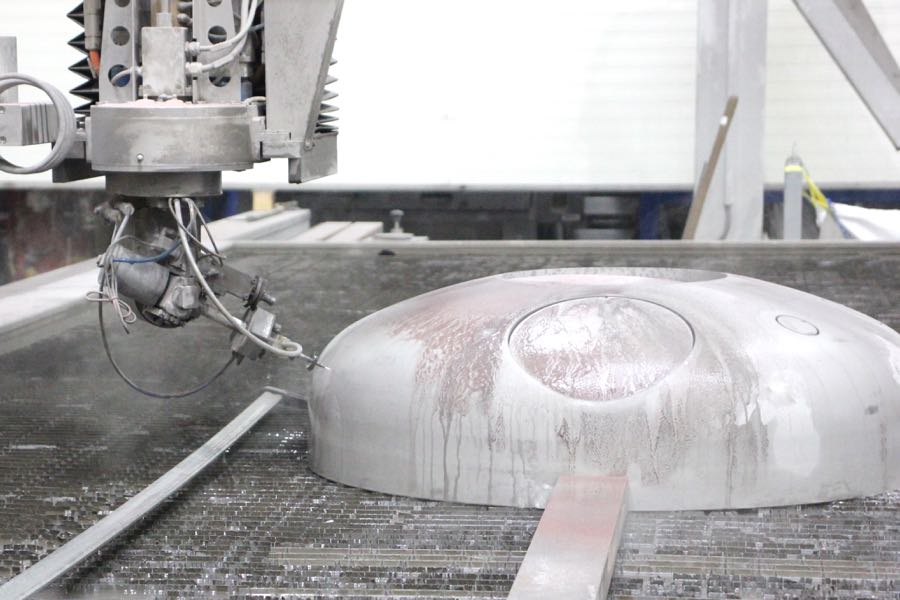
Empl-Anlagen hat Ende 2018 in eine hochmoderne Wasserstrahlanlage investiert und löst damit die bestehende Plasmaschneidanlage ab. Die 5-Achs-Maschine ermöglicht das Schneiden frei im Raum, auch dank des Full-3D-Kopfes. Dieser verfügt über eine endlos drehbare C-Achse und einen B-Achsen-Schwenkbereich von ±120°. Die Maschine bietet eine unglaubliche Möglichkeit, z. B. beim Bearbeiten von Klöpperböden (auch mit diversen Schweißfasenvorbereitungen) oder bei Behältern und vielen anderen Konstruktionen und Konturen.
Was ist Wasserstrahlschneiden?
Das Wasserstrahlschneiden ist ein kosteneffizientes Verfahren für das Fertigen von Prototypen und Kleinserien für ein fast unbegrenztes Materialspektrum. Beim Wasserstrahlschneiden wird der Wasserdruck zum Schneiden genutzt. Beim abrasiven Wasserstrahlschneiden wird dem Wasserstrahl in einer Mischkammer im Schneidkopf ein scharfkantiger feiner Sand zugeführt. Aufgrund der hohen Strahlgeschwindigkeit entsteht im Schneidkopf ein Unterdruck, durch den das Abrasivmittel in die Mischkammer gesaugt und mit dem Wasser gemischt wird. Das Wasser-Abrasiv-Gemisch wird dann zu einem scharfen Schneidstrahl gebündelt, welcher die Mischeinheit mit vierfacher Schallgeschwindigkeit verlässt und letztlich für die sauberen Schnittqualitäten bei hochfesten Werkstoffen verantwortlich ist. Beim Schneiden setzen wir eine der modernsten Wasserstrahlschneideanlagen ein, mit der wir den gewünschten Schnitt in der geforderten Schnittgüte für unsere Kunden umsetzen.
Wir unterscheiden zwischen folgenden Schneidverfahren:
2D bzw. 2,5D Schneiden (Fasenschneiden)
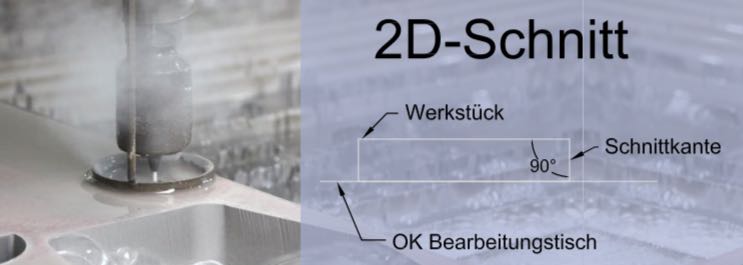
Was ist ein „2D – Schnitt“?
Es handelt sich um einen geraden Schnitt 90° zum Bauteil.
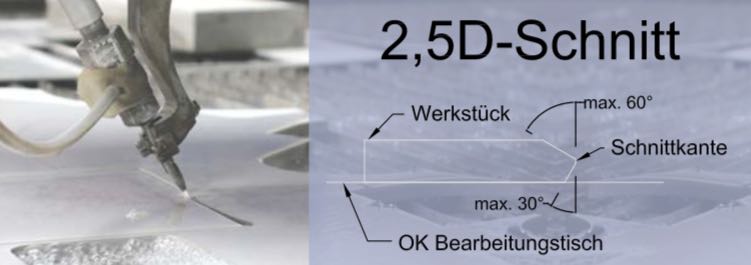
Was ist ein „2,5D – Schnitt“?
An Bleche eine Kante/Fase mit bis zu 30° schneiden.
Fasen über 30° müssen im 3D über einen anderen Schneidkopf geschnitten werden, dies ist jedoch möglich.
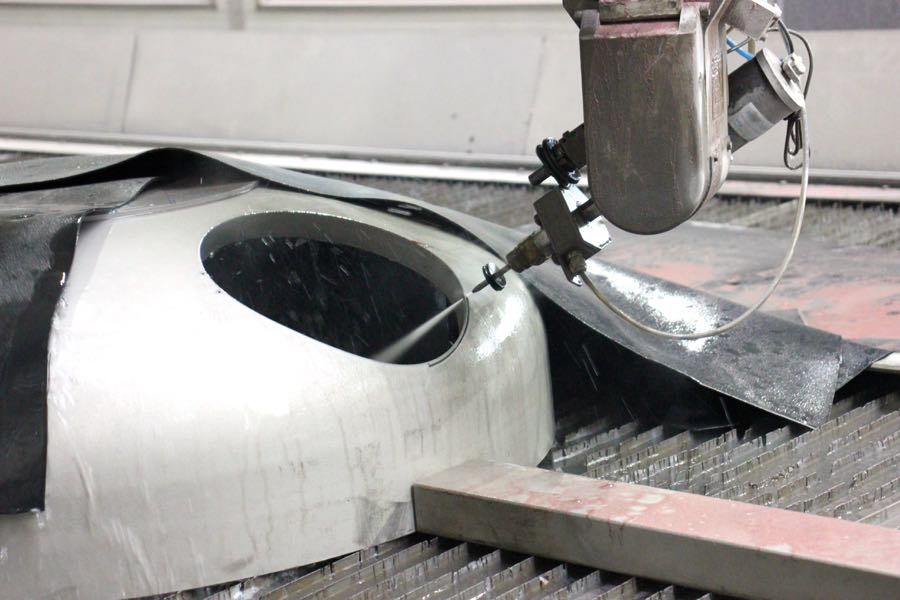
Was ist 3D Schneiden?
Mit einem 5-Achsen-Schneidkopf können komplexe Körper geschnitten werden, z.B. Klöpperboden, Konus, größere Rohrausschnitte usw. Damit ist nicht nur das Ausschneiden ebener Zuschnitte aus Platten oder Rohrmaterial möglich, sondern durch Schrägstellung der Düse ist das direkte Schneiden von Fasen an komplexen Körpern beispielsweise zur Schweißnahtvorbereitung möglich.
Vorteile des Wasserstrahlschneidens:
- Kaltschneidetechnik
- Keine Wärmezonen
- Kein Aufhärten
- Erzeugt keine Materialspannungen
- Keine Rissbildung
- Keine Materialverformung
- Keine Gefügeänderung
- Geringe Umweltbelastung: Kein Mikro-Staub, Rauch oder Dämpfe
- Kein Nachschärfen des Werkzeugs
- Geringe Schnittfugenbreite, wenig Materialabtrag, gute Materialausnutzung, hohe Verschachtelungsdichte
- Geringe Tangentialkräfte auf das Werkstück
- Schnelle Prototypenherstellung
- 2D und 3D-Bearbeitung
- Keine tropfenden Schlacken oder Schmelzen
- Leicht zu handhaben
- Kaum Materialeinschränkungen, schneidet nahezu alles und gilt wahrscheinlich als das universellste Werkzeug
Materialien:
- Metalle wie Edelstahl (Cr-Ni), Nickelstähle, Aluminium, Kupfer, Messing, Werkzeug- und Normalstahl usw.
- Kunststoffe, Gummi, Dichtungen (PTFE, PEEK usw.)
- Filz, Holz usw.
- Natursteine wie Marmor, Granit und Fliesen
Technische Daten | Bearbeitungsgröße:
- Länge von 6250 mm
- Breite von 3200 mm
- Höhe (Z-Achse) kann 0 bis 1000 mm
- Materialdicke bis 200 mm
- Max. Werkstückgewicht 5000 kg
- Arbeitsdruck 3800 bar
Hochdruckpumpe:
Die Hochdruckpumpe ist das Herz jeder Wasserstrahlschneidanlage. Je leistungsfähiger die Pumpe, desto leistungsfähiger die gesamte Anlage. Im Vergleich zu einer herkömmlichen Hochdruckpumpe verzichtet die Servo-Jet4000 von HaproTechnik (Perndorfer) auf ineffektive Hydraulik. Eine 3-Kolben Plungerpumpe gekoppelt mit einem hocheffizienten Servo-Direktantrieb hebt den Gesamtwirkungsgrad auf nahezu 98 %. Bei geringer Leistungsaufnahme (max. 55 kW) ergibt sich eine große Förderleistung. Dies ist der Sprung in eine neue, zukunftsorientierte Effizienzklasse. Der effiziente Antrieb und die robuste Ausführung der Pumpe sorgen für niedrigen Energieverbrauch und lange Wartungsintervalle.
Schnittqualität:
Eine umfangreiche Datenbank mit den ermittelten Technologiedaten für unterschiedlichste Materialien ermöglicht es über die Auswahl zwischen 5 Qualitätsstufen die Oberflächen- und Schnittgüte zu steuern. Die Stufe Q5 trennt mit hoher Geschwindigkeit und bei Stufe Q1 werden mit langsamerem Vorschub hochpräzise genaue Bearbeitungen möglich.


Qualität 5 = Trennschnitt

Qualität 4 = Grobschnitt

Qualität 3 = Standardschnitt


Qualität 2 = Feinschnitt

Qualität 1 = Qualitätsschnitt


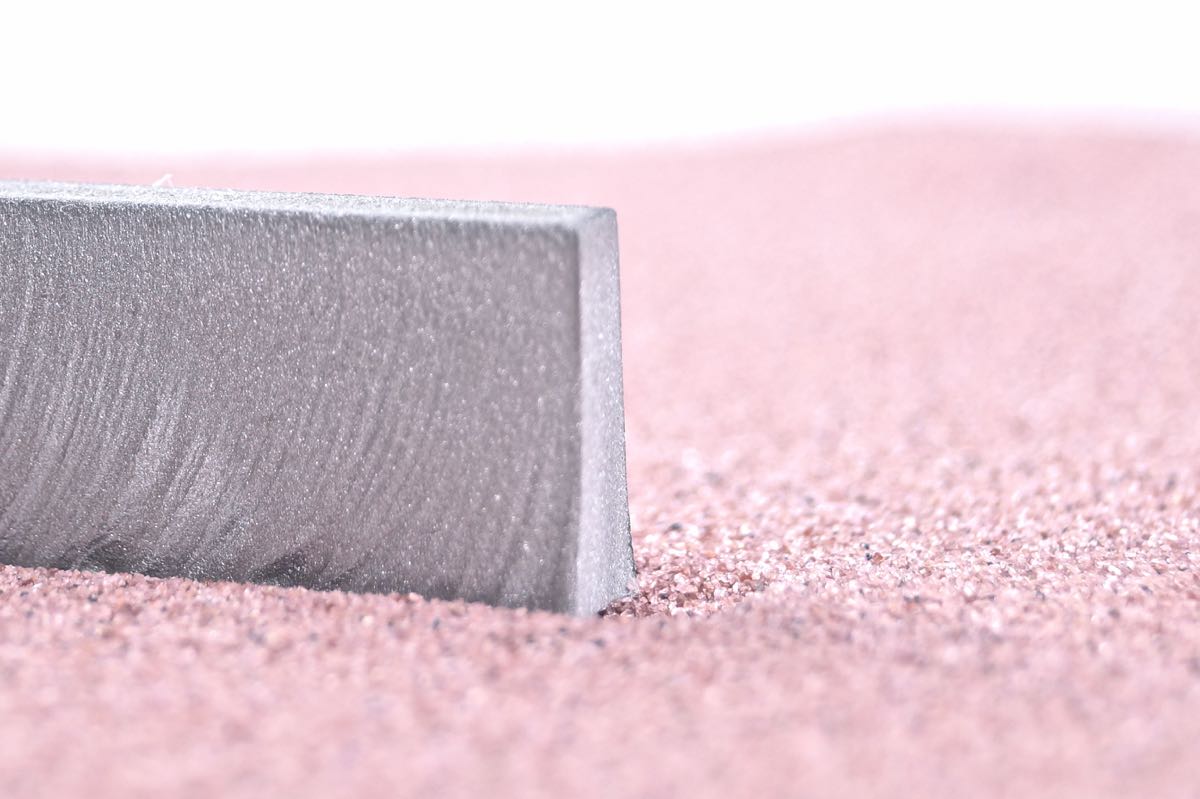
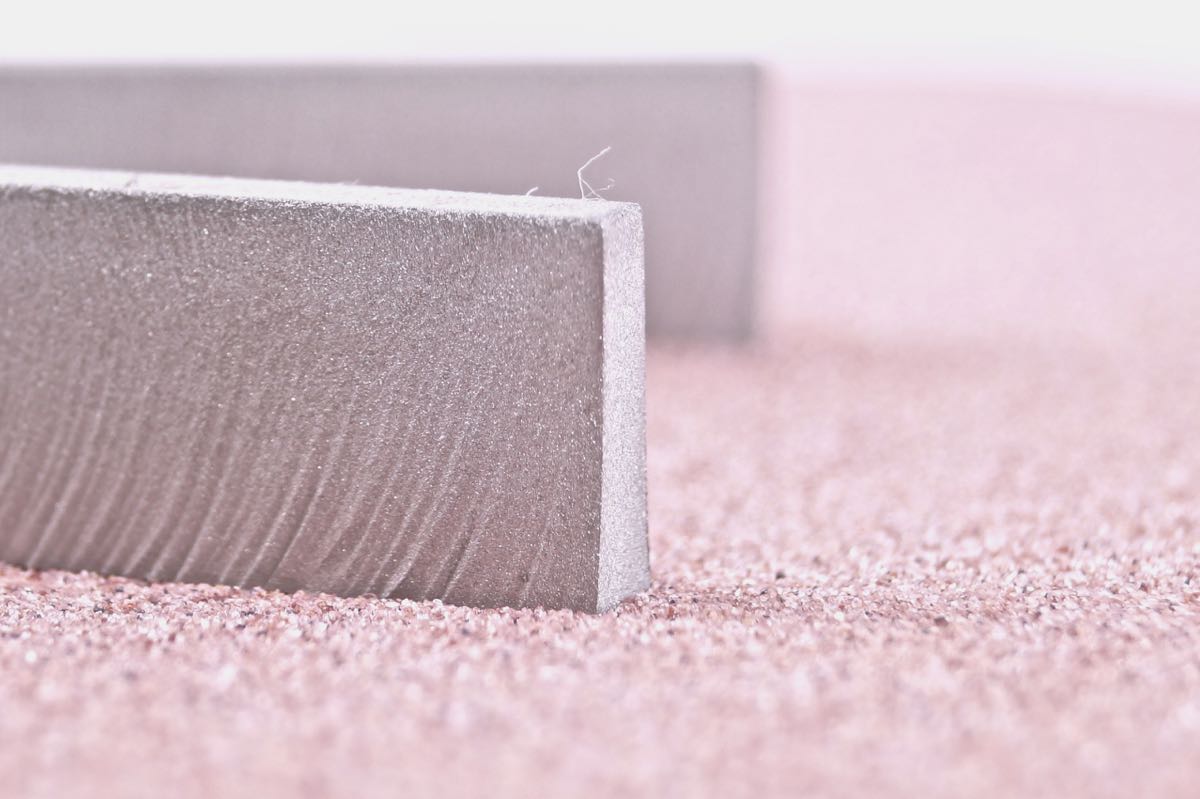
Erklärung zu den Qualitäten:
Ein Wasserstrahl, der so schnell geführt wird, dass er das Material gerade noch durchschneidet, hat ein V-förmiges Profil, an den Wänden bilden sich im unteren Teil Riefen aus. Wird der Strahl langsamer geführt, gelingt es ihm, die gesamte Kerbe bis auf den Grund weiter auszuschneiden, das Profil wird steiler und glatter. Bei einem Fünftel der maximalen Geschwindigkeit entsteht in der Regel ein senkrechter Schnitt, dessen Kanten wie geschliffen wirken. Eine weitere Verlangsamung führt nur noch dazu, dass der Strahl die Führung im Material verliert, es im unteren Bereich erodiert und sich ein A-förmiges Profil bildet – dann wurde zu langsam geschnitten.
Die Kosten für einen Wasserstrahlschnitt sind abhängig von:
- Der Art des Werkstoffes
- Dicke bzw. Stärke des Materials
- Der Länge der Schnittkontur
- Der gewählten Schnittqualität
- Der Qualität der angelieferten Daten (Zeichnungen, Skizzen oder CAD-Dateien)