
Empl-Anlagen designs and manufactures a wide variety of containers and components for the food processing technology, such as for the production of cheese, milk, milk powder, yogurt, juice, etc. In the production of food, special emphasis is placed on optimum hygiene and careful product handling. The hygiene standards are high, best cleanability – particularly in the food industry – is of great importance. Suitable for cosmetics or food industry and in cooperation with you, Empl – Anlagen offers the perfect solution, designed to meet your requirements.
Some examples of our production spectrum in cosmetics / food:
- evaporation plants
- tube heat exchangers
- tubs, e.g. for cheese
- cheese maker
- hammer mill, eg for crushing fruit etc.
- dejuicing
- screw conveyors
- CIP systems
- pipelines
- process vessels / pressure vessels
- reactors
- storage containers
- platforms, stairways, paneling, lifting devices, etc. in hygienic design
- control cabinets and control systems
- etc.
Large evaporation plant planned, built and commissioned for the company Jäger in Gmunden (Austria)
Facts about the project:
- Unit weight: 45 tonnes
- 24 tonnes of water evaporation per hour
- Evaporation to approx. 32.0% dry matter content
- Plant with mechanical vapour recompression
- Low energy consumption due to high efficiency of the unit (94%)
- Material made entirely of stainless steel 1.4301/1.4307
- 1,141 pipes with a total length of approx. 17 kilometres
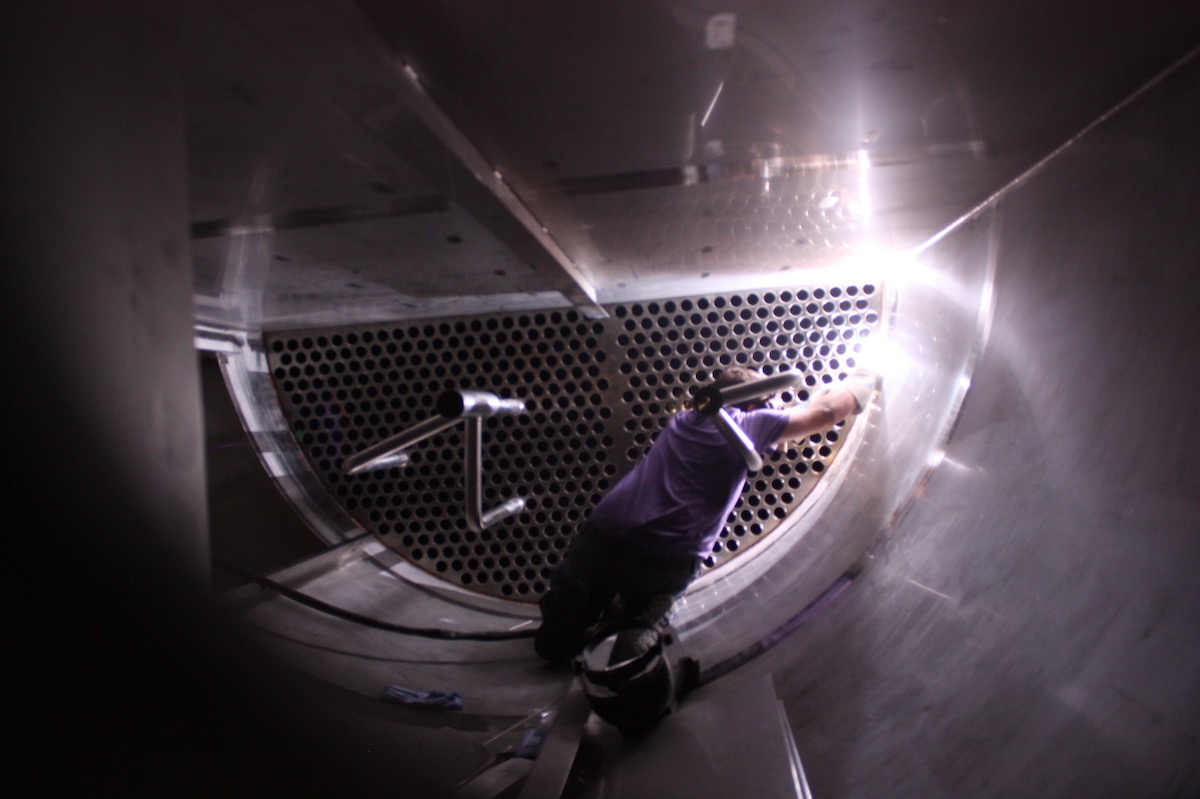
Manufacturing:
We were awarded the contract to build a turnkey evaporation plant for the concentration of whey. After an engineering phase lasting several weeks, the production of the large evaporator, which is the main part of the plant, has begun The dimensions of the evaporator amount to a total length of approx. 23 metres (unit length). It has a diameter of 4.2 metres at its largest point and a unit weight of approx. 45 tonnes. 1,141 pipes, each 15 metres long, are welded inside the evaporator, resulting in a total length of about 17 kilometres. This corresponds roughly to the distance between Schwindegg and Mühldorf am Inn.
The individual units, the evaporator, preheater, condenser, receiver tank, CIP tanks, etc., were prefabricated at the Empl plant. The large evaporator was manufactured in three subassemblies that were later joined together. The construction of the individual units took about 8 months to complete. The assembled evaporator has a unit weight of 45 tonnes.










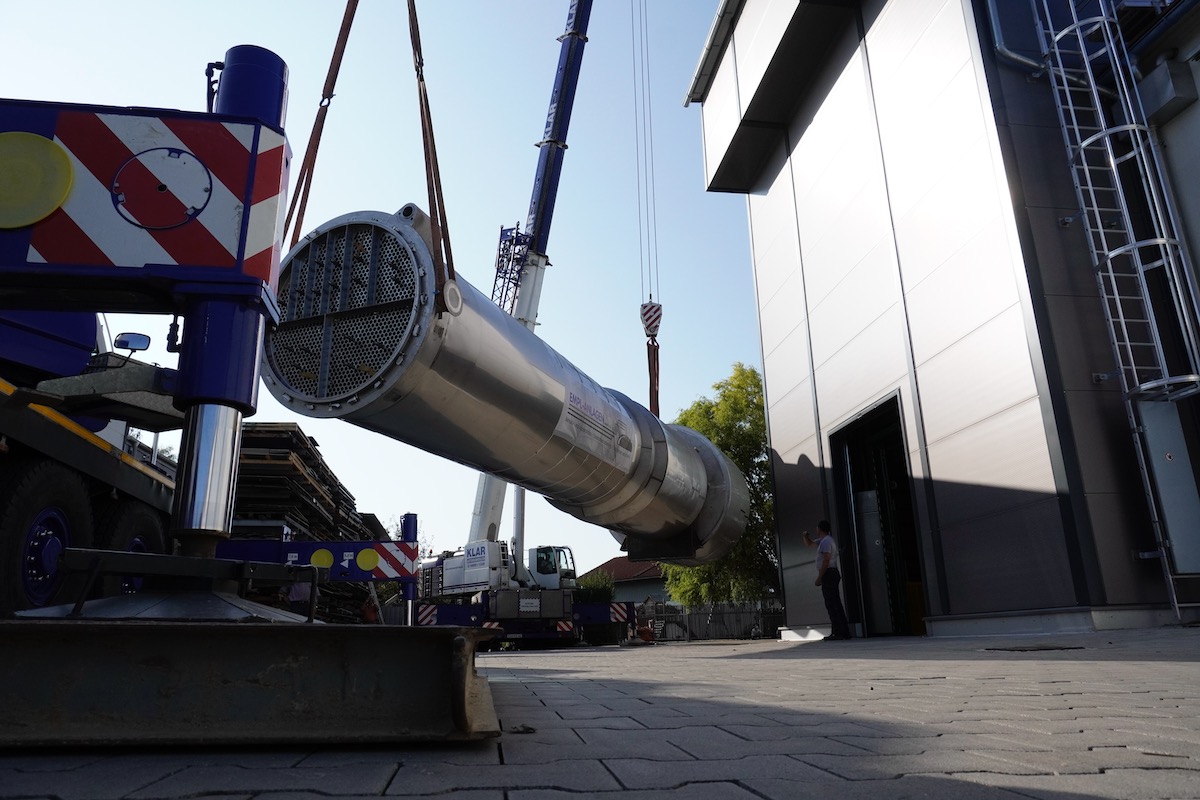
Transport:
To load the evaporator for transportation, a special frame was made for the head section, which was equipped with heavy-duty castors to move the evaporator out of the production hall. Two truck-mounted cranes, which had to rotate the evaporator around the building, were used to place it on the high-load transporter. The transporter was only allowed to drive at night and was accompanied on its journey to Gmunden in Austria by the police as well as an escort vehicle. At this point, our mechanics were already waiting for the transporter at the dairy plant in Gmunden. Three truck-mounted cranes had been positioned on site in advance, the one with the main load being a 200-tonne crane.












Setting up on site:
While setting up the evaporator, the weather threw a spanner in the works – it rained heavily. Nonetheless, the evaporator was lifted into the opening of the building as planned, placed on the anchor ring set in concrete and welded on site.
Subsequently, the installation work began, including laying the large vapour pipes and positioning the individual apparatuses, the heat exchanger, pump, etc. The installation work took about two and a half months.
At the beginning of 2021, we commissioned the completed plant together with the customer. After a short test phase, the plant ran without any problems and subsequently, whey was introduced.









On the subject of whey:
The production of 1 kg of semi-hard cheese results in about 9 kg of whey. This is used to produce whey powder for further use in the food and cosmetics industries. After degreasing and removing dust from the whey, the next step is evaporation at our plant. Here, the dry matter can be increased to 32% with relatively little energy expenditure. In this way, 100 kg of the original whey is turned into 20 kg of whey concentrate. This reduces CO2 as well as transport costs. Only one truck is needed, rather than five, for example. At the destination point, the whey concentrate is then processed into a dry powder by means of a concentrator and spray drying.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
CONTACT
Empl Anlagen GmbH & Co. KG
Behälter- und Apparatebau
Edelstahlverarbeitung
Auenstr. 11, 84419 Schwindegg
Tel.: + 49 80 82 – 93 59-0
Fax: + 49 80 82 – 93 59-20
Mail: info@empl-anlagen.de
IMAGE BROCHURE (PDF)
.

INFORMATION
CONCEPTION & DESIGN
geschmacksRaum® WERBEAGENTUR
www.geschmacksraum-werbeagentur.de