
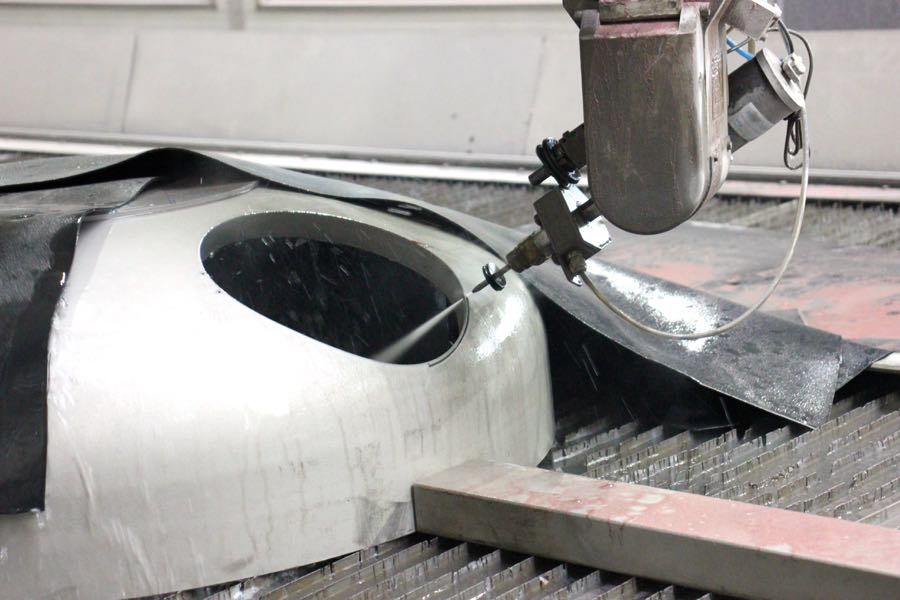
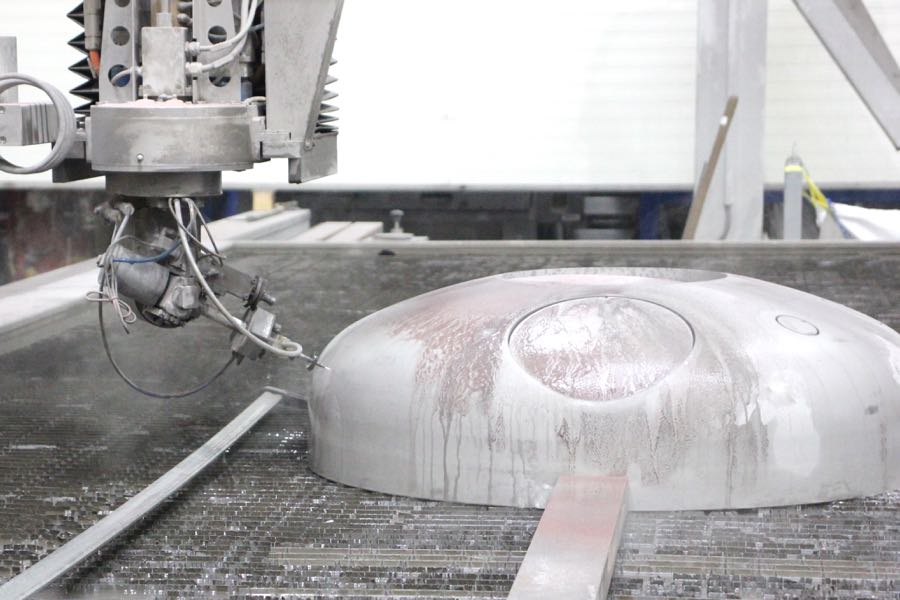
Empl-Anlagen invested in a state-of-the-art waterjet plant at the end of 2018, replacing the existing plasma cutting system. The 5-axis machine allows cutting freely in the room, also thanks to the full 3D head. It has an infinitely rotatable C-axis and a B-axis swivel range of ± 120 °. The machine offers an incredible opportunity. For example, when processing dished bottoms (also with various preparation for welding bevels) or in containers and many other constructions and contours.
What is waterjet cutting?
Water jet cutting is a cost-efficient process for producing prototypes and small batches for an almost unlimited range of materials. When water jet cutting, the water pressure is used for cutting. In abrasive water jet cutting a sharp-edged fine sand is supplied to the water jet in a mixing chamber in the cutting head. Due to the high jet speed, a negative pressure is created in the cutting head, through which the abrasive is sucked into the mixing chamber and mixed with the water. The water-abrasive mixture is then bundled into a sharp cutting jet which leaves the mixing unit at four times the speed of sound and ultimately accounts for the clean cutting qualities of high-strength materials. When cutting, we use one of the most modern waterjet cutting systems, with which we implement the desired cut in the required cutting quality for our customers.
We distinguish between the following cutting methods:
2D or 2.5D cutting (bevel cutting)
What is a „2D cut“?
It is a straight cut 90 ° to the component.

What is a „2.5D cut“?
Cut an edge / chamfer up to 30 ° on metal sheets.
Bevel over 30 ° must be cut in 3D over another cutting head, but this is possible.

What is 3D cutting?
With a 5-axis cutting head, complex bodies can be cut, e.g. dished bottom, cone, larger pipe cuts, etc. This not only makes it possible to cut flat blanks from plates or pipe material, but by tilting the nozzle, it is possible to cut chamfers directly onto complex bodies, for example for preparing weld seams.
Advantages of waterjet cutting:
- Cold cutting technology
- No heat zones
- No hardening
- Does not generate material stresses
- No cracking
- No material deformation
- No structural change
- Low environmental impact: No micro dust, smoke or fumes
- No re-sharpening of the tool
- Low kerf width, little material removal, good material utilization, high nesting density
- Low tangential forces on the workpiece
- Fast prototype production
- 2D and 3D editing
- No dripping slags or smelting
- Easy to handle
- Hardly material restrictions, cuts almost everything and is probably the most universal tool
Materials:
- Metals such as stainless steel (Cr-Ni), nickel steels, aluminum, copper, brass, tool and mild steel etc.
- Plastics, rubber, seals (PTFE, PEEK etc.)
- Felt, wood etc.
- Natural stones such as marble, granite and tiles
Technical data | Processing Size:
- Length of 6250 mm
- Width of 3200 mm
- Height (Z axis) can be 0 to 1000 mm
- Material thickness up to 200 mm
- Max. workpiece weight 5000 kg
- Working pressure 3800 bar
High pressure pump:
The high-pressure pump is the heart of every waterjet cutting system. The more powerful the pump, the more efficient the entire system. Compared to a conventional high-pressure pump, the Servo-Jet4000 from HaproTechnik (Perndorfer) dispenses with ineffective hydraulics. A 3-piston plunger pump coupled with a highly efficient servo direct drive raises the overall efficiency to almost 98%. With low power consumption (max 55 kW) results in a large flow rate. This is the leap into a new, future-oriented efficiency class. The efficient drive and robust design of the pump ensures low energy consumption and long service intervals.
Cutting quality:
An extensive database with the determined technology data for most different materials makes it possible to control the surface and cutting quality by selecting between 5 quality levels. Stage Q5 separates at high speed, and at stage Q1, high-precision machining becomes possible with slower feed.


Quality 5 = separating cut

Quality 4 = rough cut

Quality 3 = standard cut


Quality 2 = fine cut

Quality 1 = quality cut


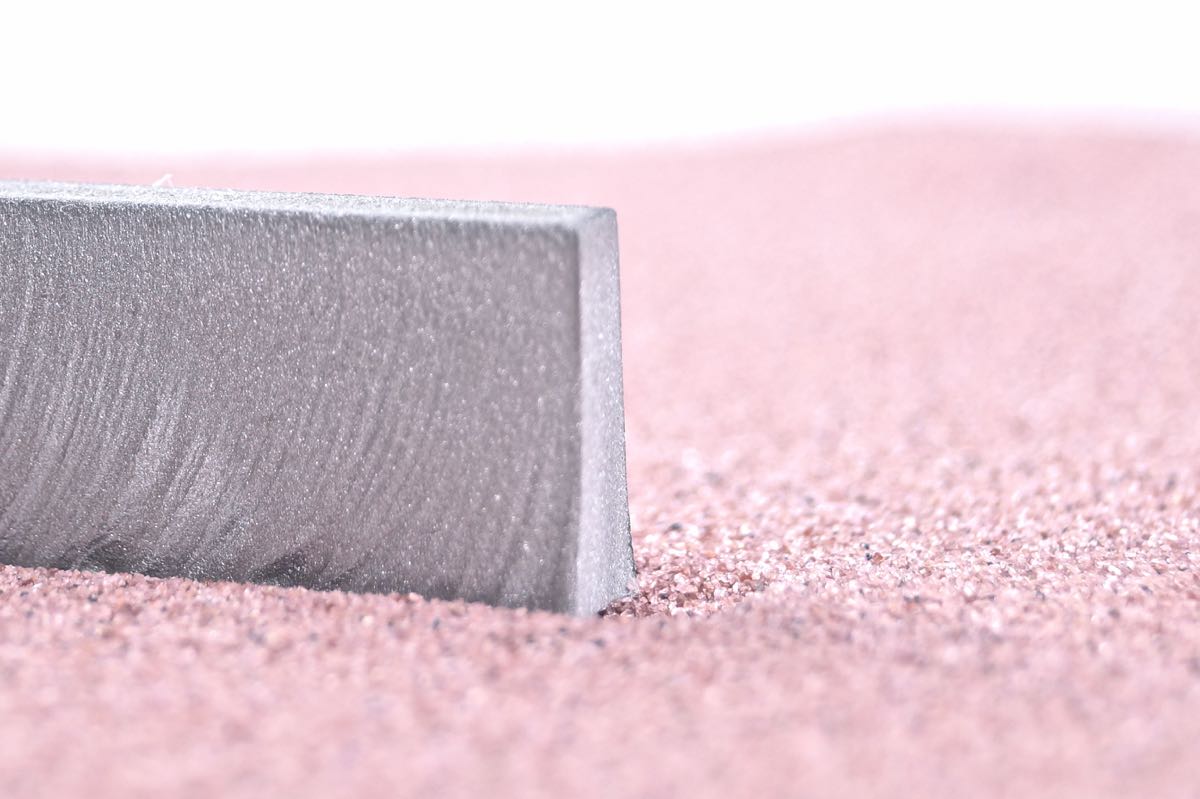
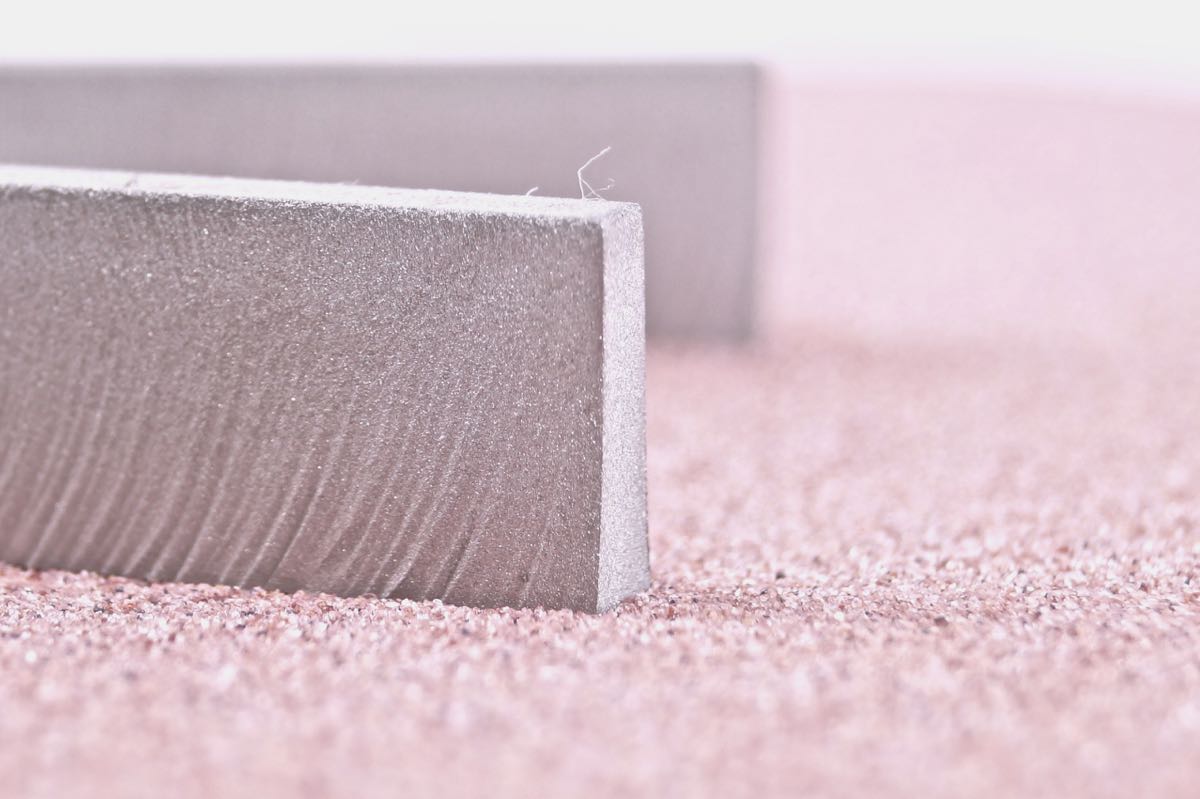
Explanation of the qualities:
A jet of water that is guided so fast that it just cuts through the material, has a V-shaped profile, on the walls are formed in the lower part of grooves. If the beam is guided slower, he manages to cut out the entire notch to the bottom, the profile becomes steeper and smoother. At one fifth of the maximum speed usually creates a vertical cut, the edges of which act as polished. A further slowdown only leads to the beam losing its guidance in the material, eroding it at the bottom and forming an A-shaped profile – then cutting too slowly.
The costs for water jet cutting depend on:
- The type of material
- Thickness of the material
- The length of the cut contour
- The selected cut quality
- The quality of the delivered data (drawings, sketches or CAD files)





CONTACT
Empl Anlagen GmbH & Co. KG
Behälter- und Apparatebau
Edelstahlverarbeitung
Auenstr. 11, 84419 Schwindegg
Tel.: + 49 80 82 – 93 59-0
Fax: + 49 80 82 – 93 59-20
Mail: info@empl-anlagen.de
IMAGE BROCHURE (PDF)
.

INFORMATION
CONCEPTION & DESIGN
geschmacksRaum® WERBEAGENTUR
www.geschmacksraum-werbeagentur.de